

About this product
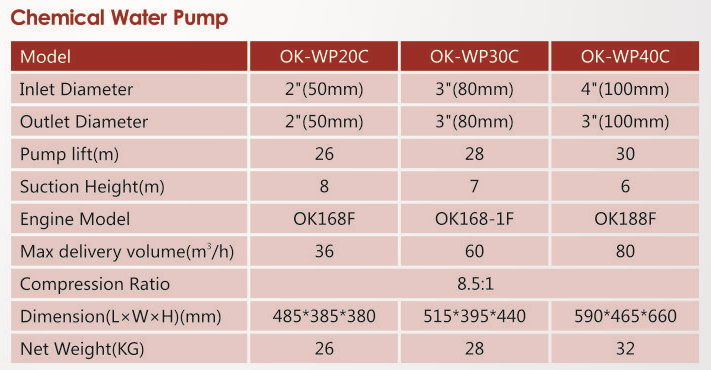
This robust Chemical Water Pump is engineered for the efficient and safe transfer of a wide range of corrosive and aggressive liquids, serving as a critical component in numerous industrial processes. Its primary function is to reliably move chemical solutions, wastewater, and other challenging fluids where standard pumps would fail. Key features include a durable, corrosion-resistant construction designed to withstand harsh chemical environments, ensuring longevity and minimal maintenance. While specific technical specifications and performance characteristics are not detailed, these pumps are typically designed for high flow rates and pressure capabilities suitable for demanding applications. Constructed from premium, chemically inert materials, the pump guarantees exceptional resistance to degradation and contamination, with a focus on superior construction quality and a smooth, durable finish. Available in a variety of sizes and configurations, including potential customisation options to meet specific project requirements, this pump is ideal for diverse applications such as chemical processing, wastewater treatment, pharmaceutical manufacturing, and agricultural chemical distribution. Target buyers include chemical manufacturers, industrial equipment wholesalers, large-scale agricultural distributors, and end-user industries requiring reliable chemical fluid handling. The product is suitable for international trade buyers seeking dependable, high-performance chemical pumping solutions that meet stringent operational demands and offer excellent value for global distribution networks.







