



About this product
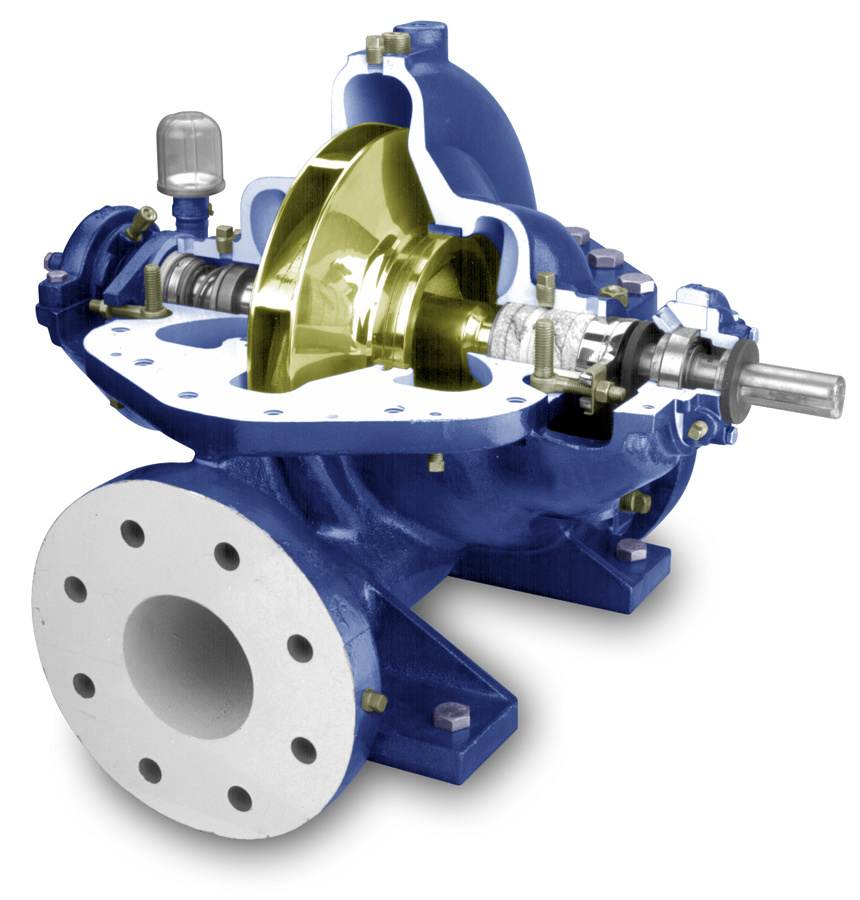
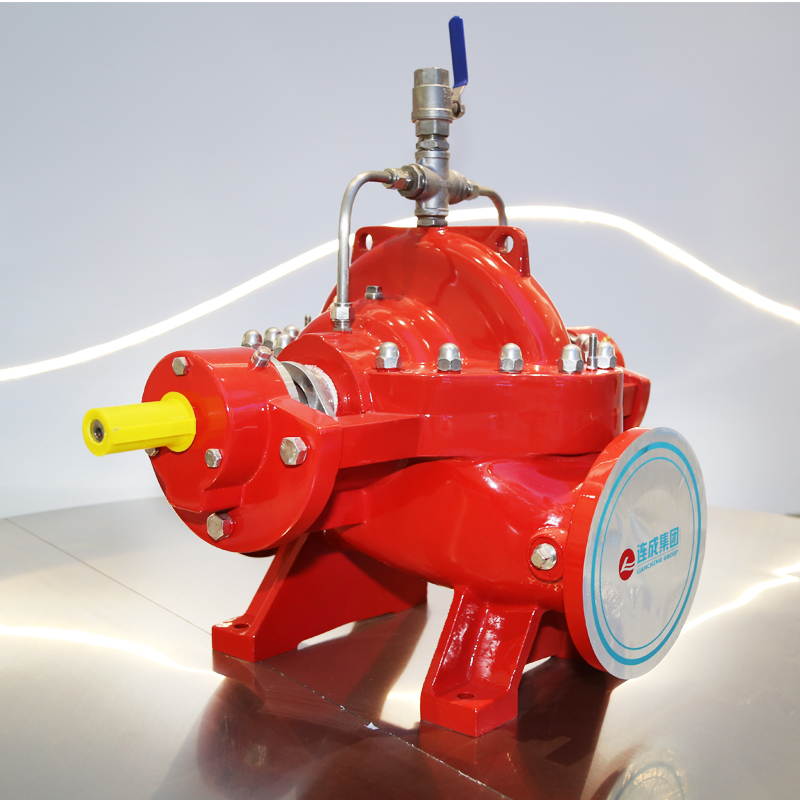
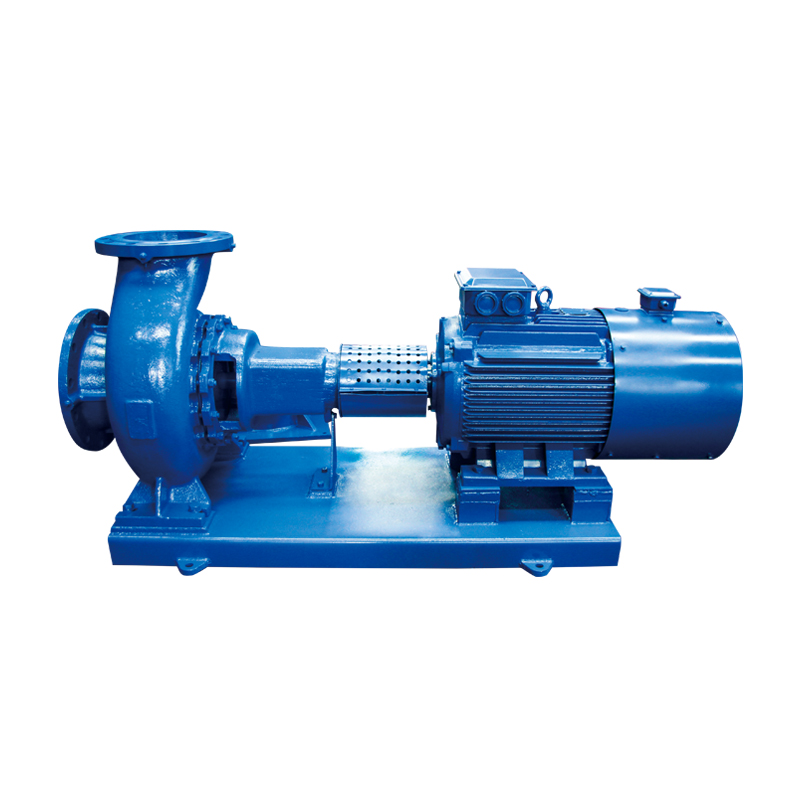
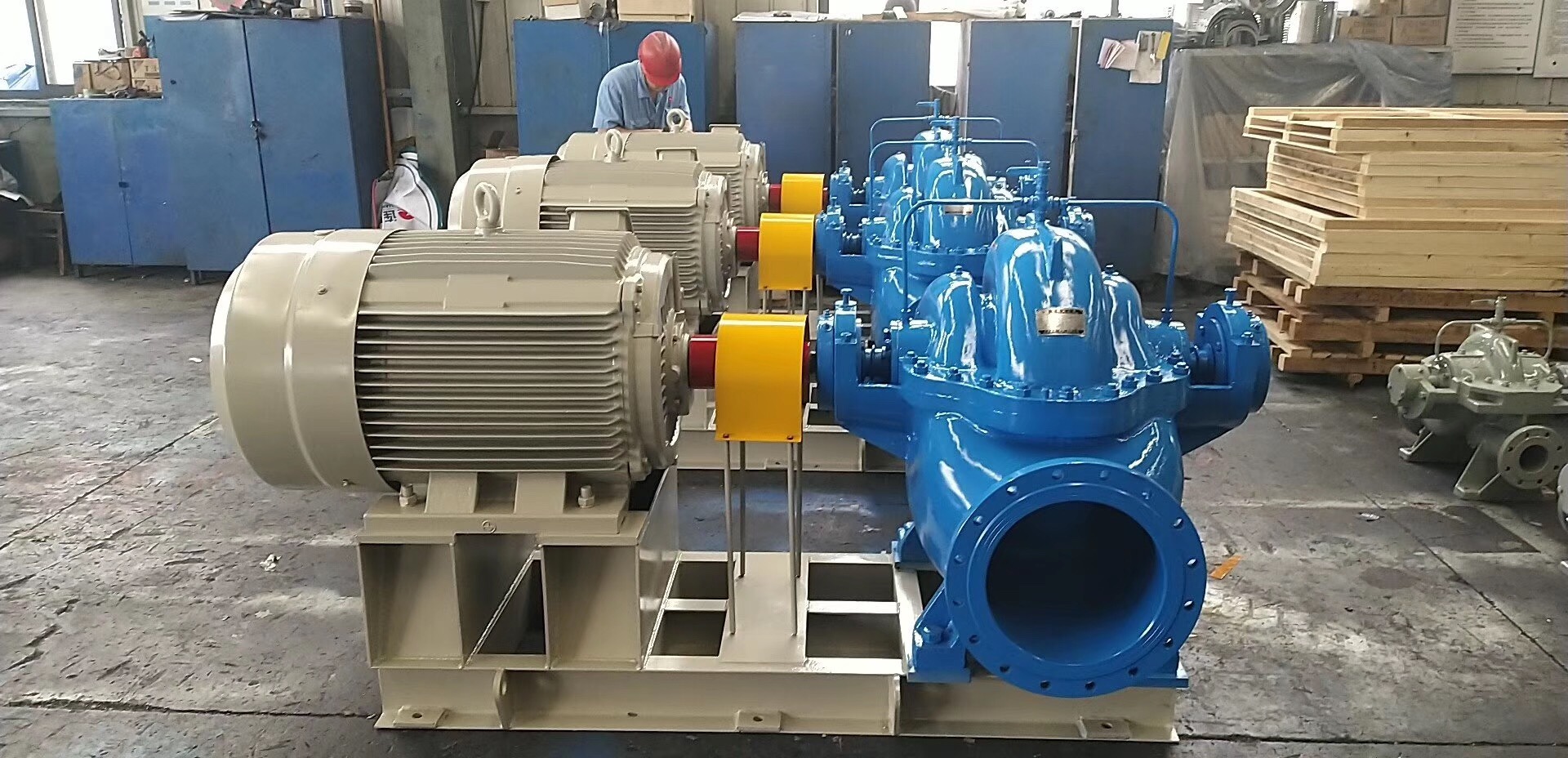
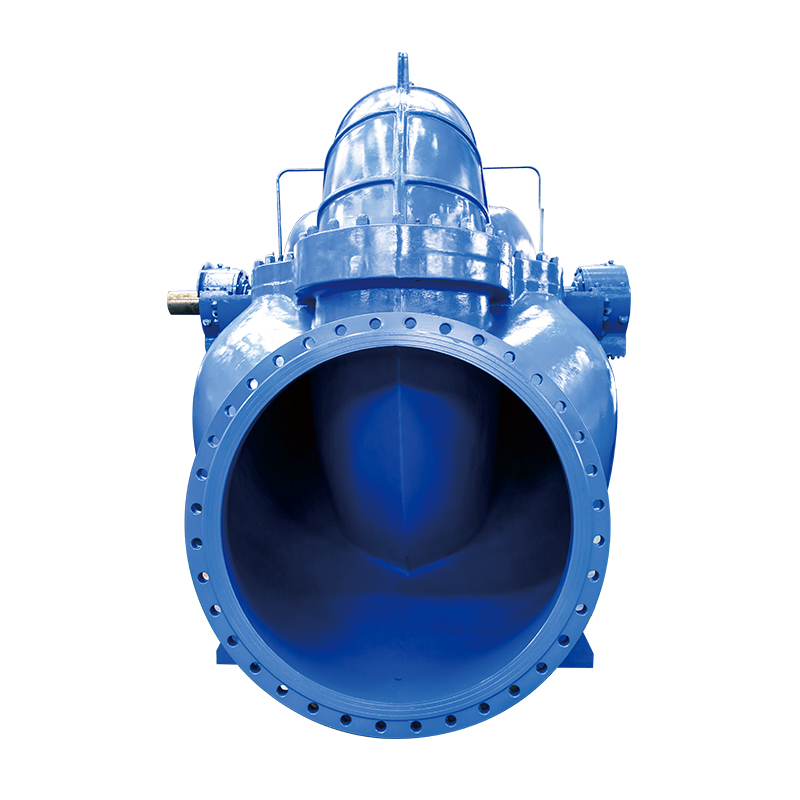
This double-suction horizontal split centrifugal pump is engineered for robust fluid transfer applications, with its primary function being the efficient movement of large volumes of liquid. The innovative design features an impeller room formed by the pump body and pump cover, allowing for easy access for maintenance and inspection. Key performance characteristics are driven by its double-suction impeller, which significantly reduces axial thrust and enhances operational efficiency. The inlet and outlet flanges are equipped with pipe screw holes, facilitating the installation of vacuum and pressure gauges for precise monitoring and control of the pumping process, as well as for water discharge. Constructed with high-quality materials typically found in industrial pumps, ensuring durability and resistance to wear, this pump is available in a range of sizes to accommodate diverse flow rate requirements. Its versatile design makes it suitable for numerous industry use cases, including water supply, irrigation, industrial process water, and HVAC systems. Target buyers include importers, wholesalers, and end industries such as municipal waterworks, power generation, and large-scale manufacturing facilities seeking reliable and high-performance pumping solutions. The robust construction and proven design make this pump an excellent choice for international trade buyers looking for dependable equipment that meets stringent operational demands.