

About this product
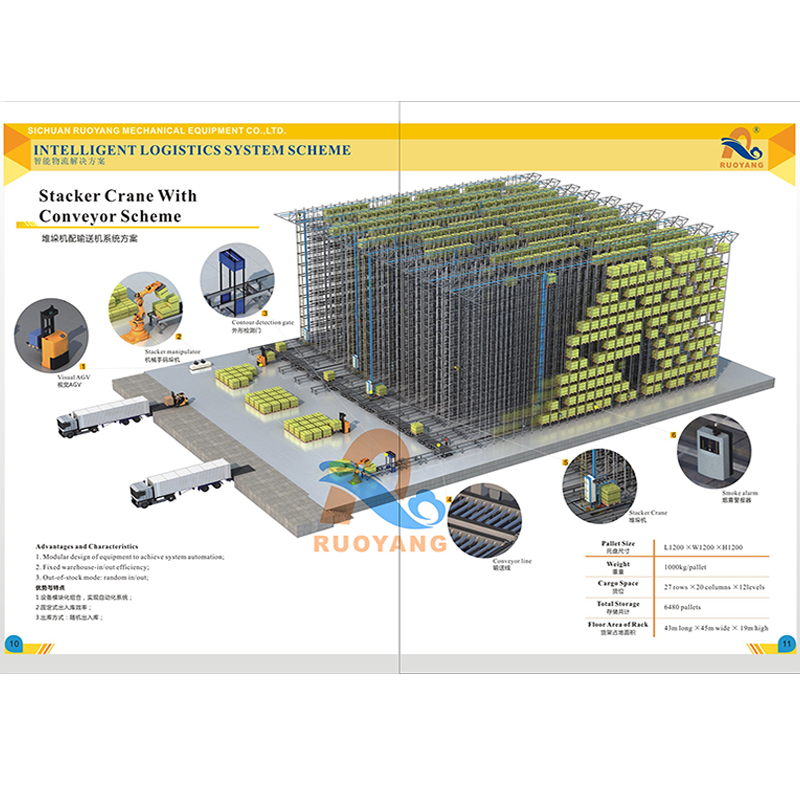
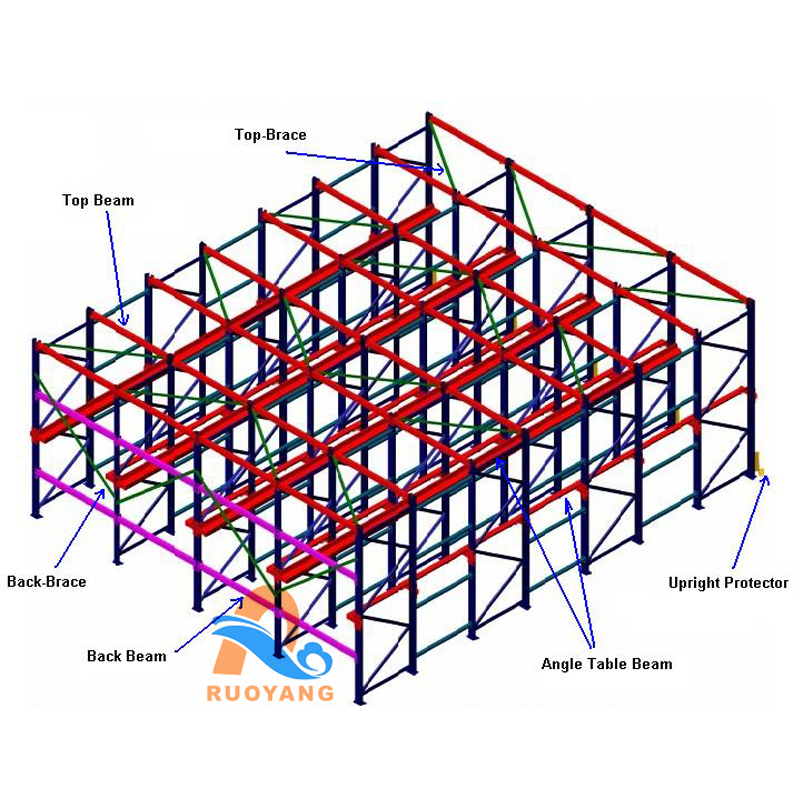
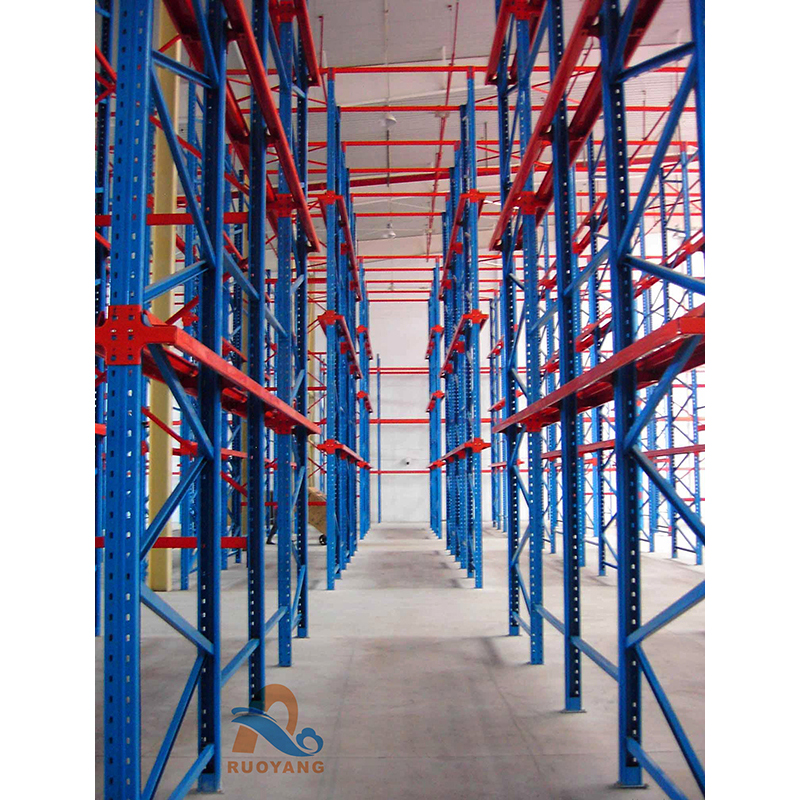
Drive-in racks offer a highly efficient, high-density storage solution designed to maximize warehouse space utilization. Their primary function is to enable forklifts to drive directly into the rack structure, allowing for the storage of pallets on internal rails. This innovative design facilitates Last-In, First-Out (LIFO) inventory management, significantly increasing storage capacity compared to traditional selective racking systems. Constructed from robust, high-grade steel, these racks are engineered for exceptional durability and load-bearing capacity, ensuring reliable performance in demanding industrial environments. While specific technical specifications and performance characteristics are not provided, the inherent design prioritizes structural integrity and safe pallet handling. The construction quality is evident in the heavy-duty steel components, designed to withstand the rigors of frequent forklift traffic and heavy loads. Finish options typically include durable powder coating to resist corrosion and wear, available in standard industrial colors. Drive-in racks are available in a range of sizes to accommodate various pallet dimensions and warehouse layouts, with customisation options often available to meet specific operational needs. These systems are ideally suited for industries requiring bulk storage of similar SKUs, such as food and beverage, pharmaceuticals, and general warehousing. Target buyers include importers, wholesalers, and large-scale retailers seeking to optimize their storage footprint. While specific quality standards and certifications are not detailed, the robust construction implies adherence to general industrial safety and storage equipment manufacturing principles. The space-saving efficiency and high storage density make drive-in racks an attractive and cost-effective solution for international trade buyers looking to enhance their logistics operations and reduce storage costs.