About this product
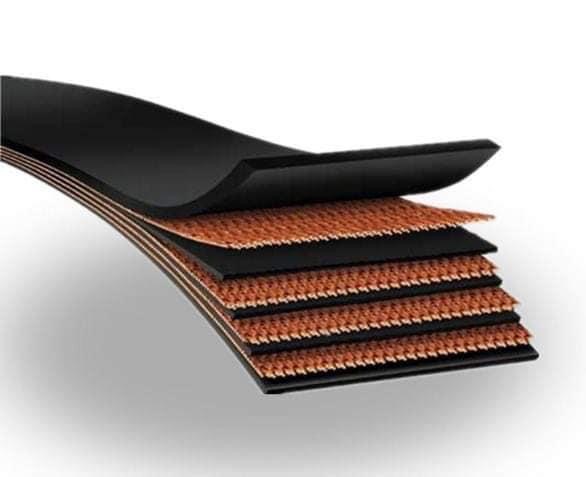
This high-performance Flame Retardant Conveyor Belt is engineered for superior safety and reliability in demanding industrial environments. Its primary function is to safely transport materials while significantly reducing the risk of fire propagation, making it an essential component for operations where ignition sources are present. Key features include advanced flame-retardant additives integrated into the rubber compound, ensuring compliance with stringent safety regulations. The belt's construction utilizes robust, wear-resistant rubber and high-tensile strength fabric plies, guaranteeing durability and consistent performance under heavy loads and continuous operation. Available in a range of standard widths and lengths, customisation options for specific dimensions and cover compounds can be explored to meet unique application requirements. This conveyor belt is ideally suited for applications in mining, power generation, chemical processing, and any industry where fire safety is paramount. Target buyers include industrial equipment wholesalers, large-scale importers, and end-user industries seeking to enhance operational safety and comply with international safety standards. Its inherent flame-retardant properties make it a crucial product for international trade buyers prioritizing safety, efficiency, and regulatory adherence in their supply chains.