About this product
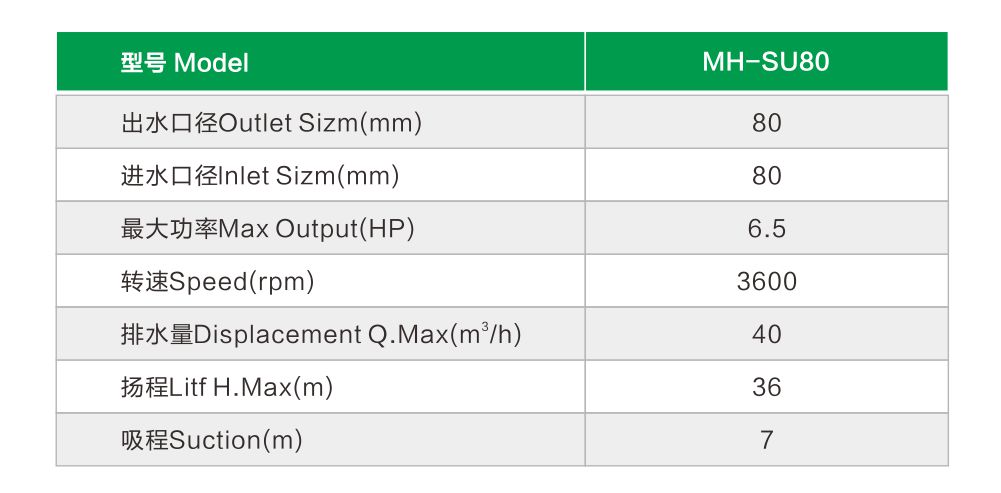
The MH-SU80 Single Self-Suction Centrifugal Pump is engineered for efficient fluid transfer in demanding environments. Its primary function is to reliably move liquids, particularly in applications where priming is a challenge, thanks to its self-suction capability. Key performance characteristics include robust pumping power and consistent flow rates, ensuring operational efficiency. While specific technical specifications are not detailed, its design as a centrifugal pump implies effective handling of moderate to high volumes. Constructed with durable materials, this pump is built for longevity and resilience in industrial settings. The MH-SU80 is typically employed in construction, agriculture, and water management sectors for tasks such as dewatering, irrigation, and general fluid transfer. Target buyers include construction equipment wholesalers, agricultural machinery importers, and industrial fluid handling solution providers. Its suitability for international trade is underscored by its practical design and broad applicability across various global industries requiring dependable pumping solutions.