

About this product
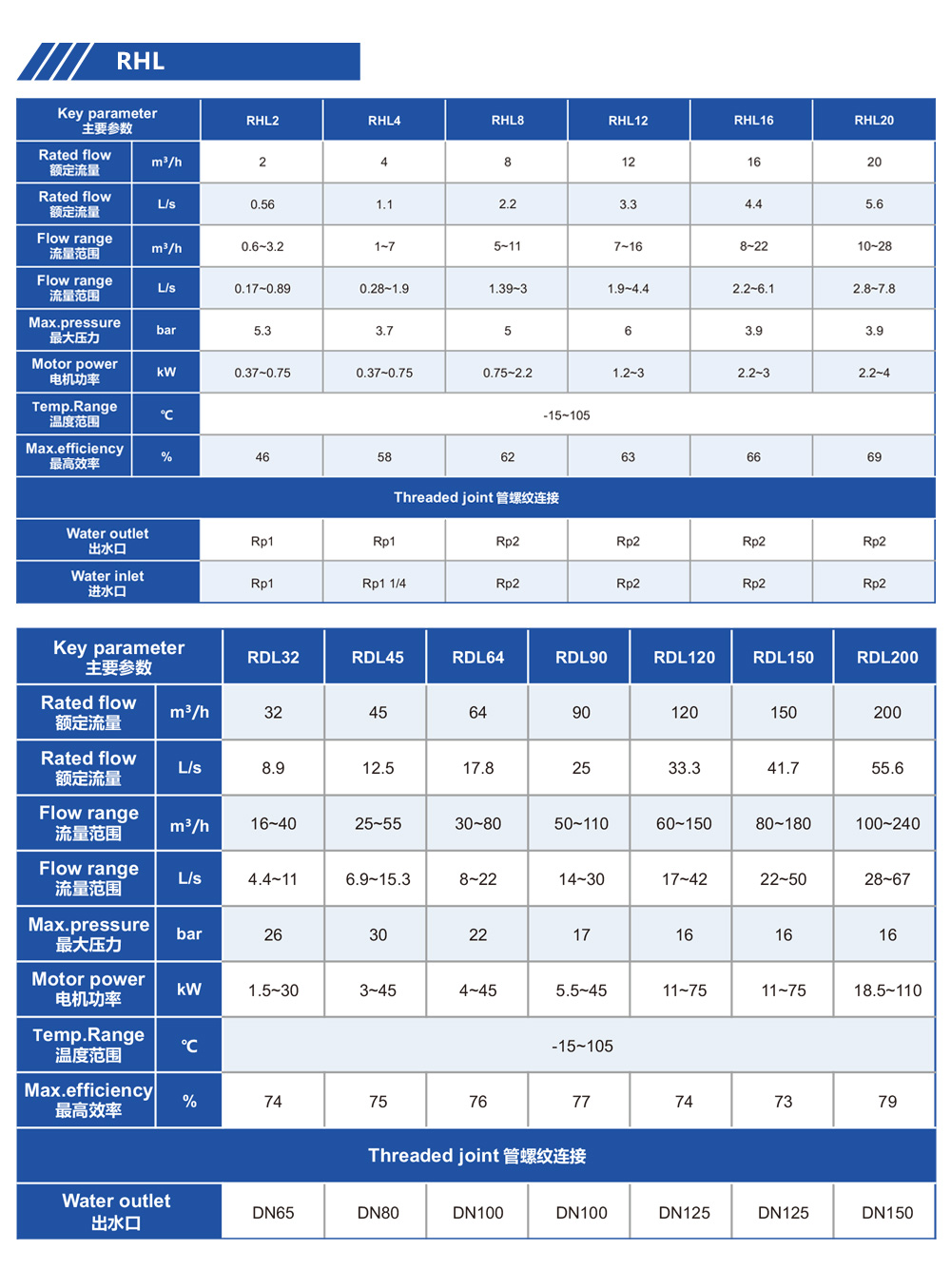
The RHL Horizontal Multi-Stage Centrifugal Pump is engineered for efficient fluid transfer across a wide spectrum of industrial applications. Its primary function is to provide reliable, high-pressure pumping solutions, making it ideal for demanding operational environments. Key features include its intelligent design, contributing to a green and low-carbon footprint, and the assurance of independent intellectual property rights, signifying innovative technology. While specific technical specifications and performance characteristics are not detailed, its multi-stage centrifugal design inherently suggests robust performance for elevated head requirements. Constructed with quality materials and built to exacting standards, the RHL pump promises durability and longevity in service. The pump is available in a range of sizes and variants to accommodate diverse flow rates and pressure needs, with potential for customisation to meet specific project demands. Typical applications span water supply, irrigation, industrial process fluid handling, and building services, serving industries such as agriculture, manufacturing, and construction. This product is specifically targeted towards importers, wholesalers, and end-user industries seeking dependable and technologically advanced pumping equipment. Its emphasis on green and low-carbon operation aligns with growing international demand for sustainable industrial solutions, making it a compelling choice for international trade buyers prioritizing efficiency and environmental responsibility.







