About this product
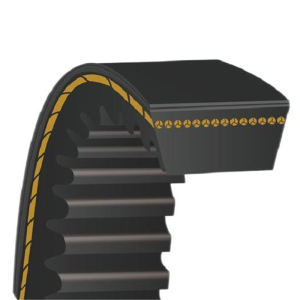
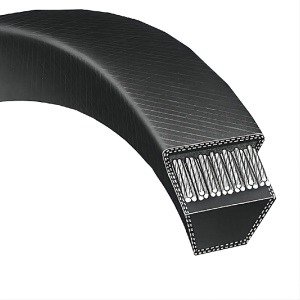
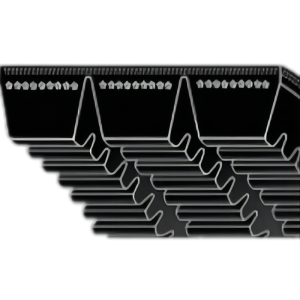
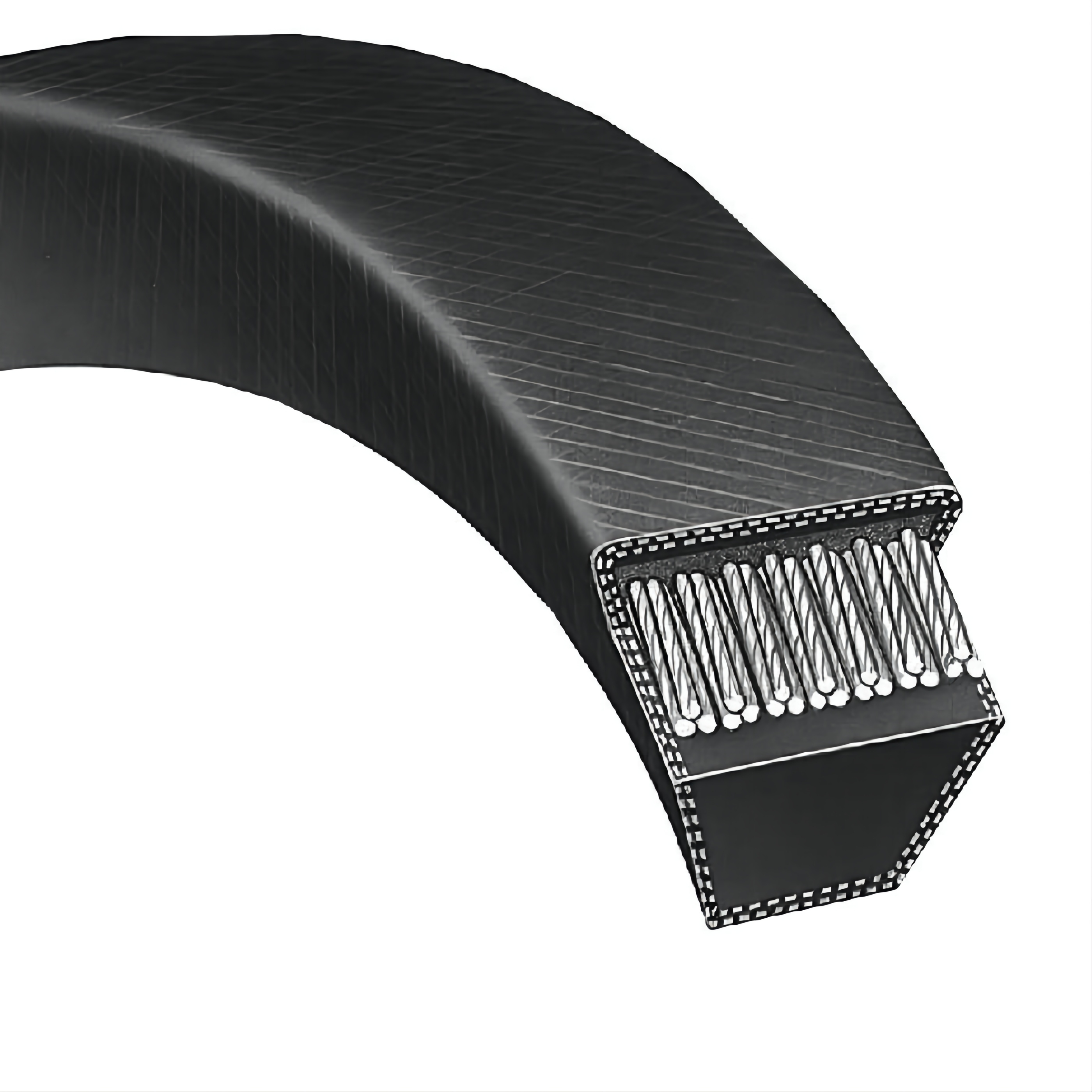
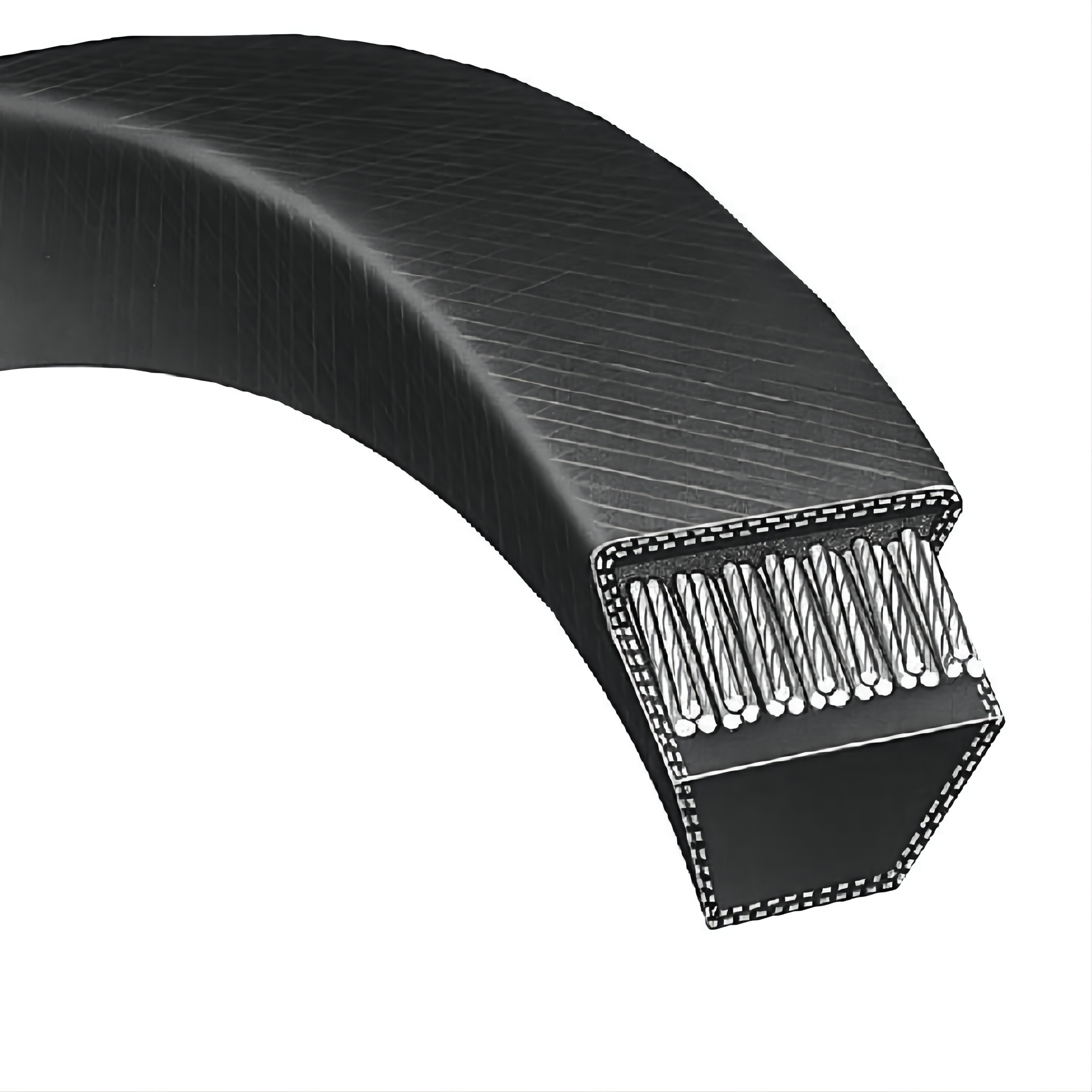
This Ring Conveyor Belt is engineered for efficient and reliable material transportation across various industrial settings. Its primary function is to move bulk materials, components, or finished goods with consistent speed and capacity. Key features include a robust, continuous loop design that minimizes wear and tear, ensuring extended operational life. While specific technical specifications and performance characteristics are not detailed, the inherent design of a ring conveyor belt suggests suitability for heavy-duty applications requiring high throughput. Constructed from durable, wear-resistant materials, these belts are built for longevity and can be finished to withstand abrasive environments. The product is available in a range of sizes to accommodate different conveyor system requirements, with potential for customisation to meet specific operational needs. Typical applications span industries such as mining, agriculture, manufacturing, and logistics, where bulk material handling is paramount. This product is ideal for importers, wholesalers, and end-user industries seeking dependable material handling solutions. Its straightforward yet effective design makes it a practical choice for international trade buyers looking for cost-effective and robust conveyor belt options.