
About this product
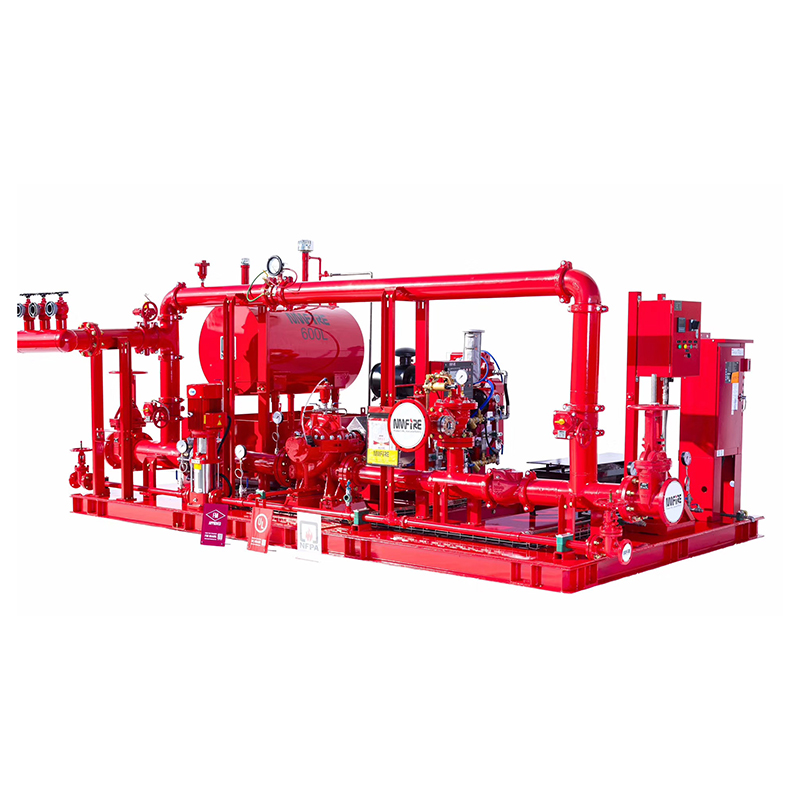
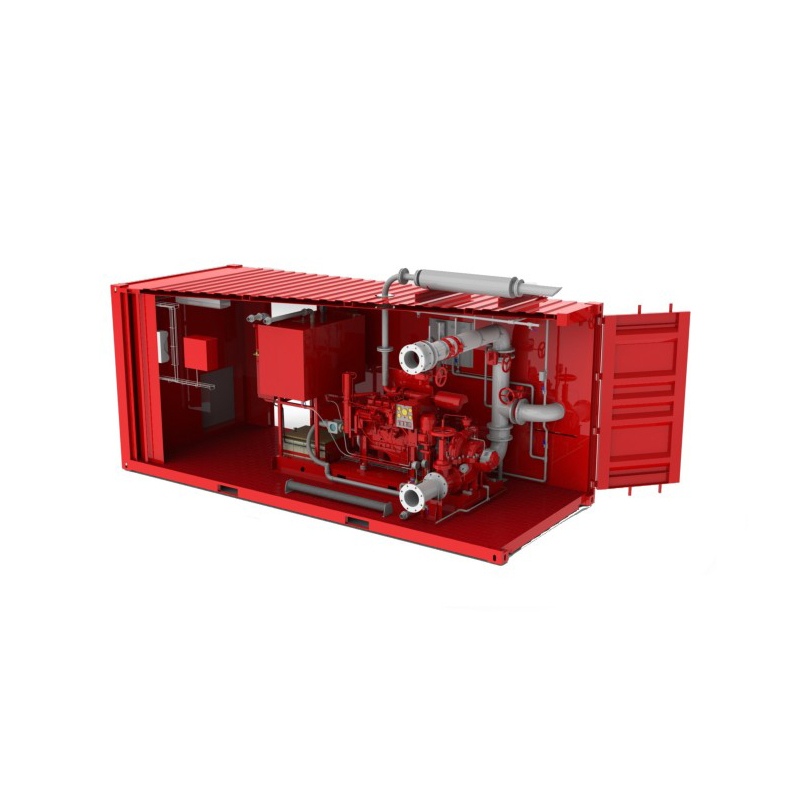
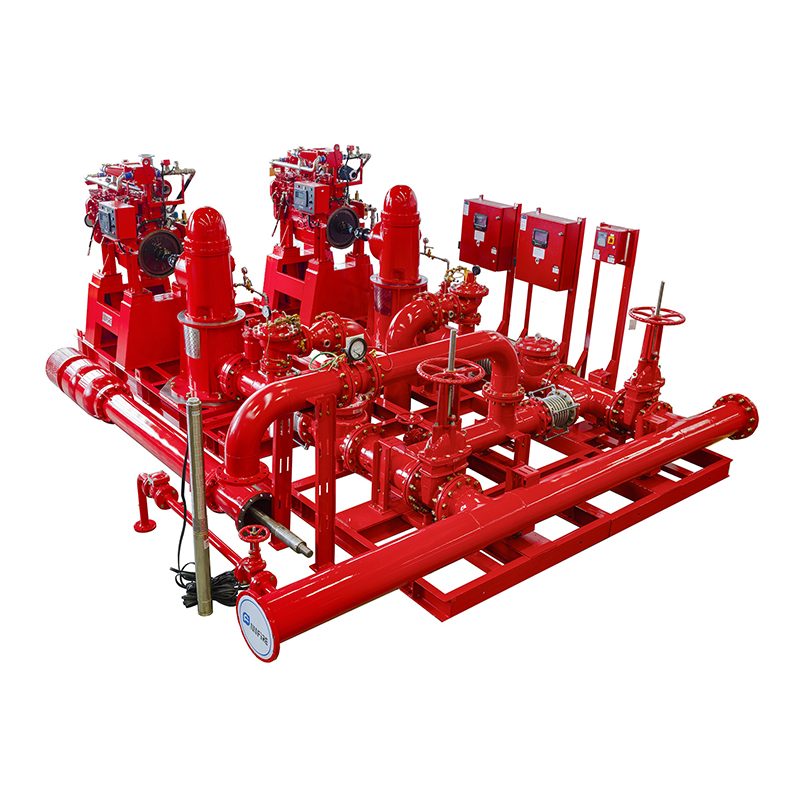
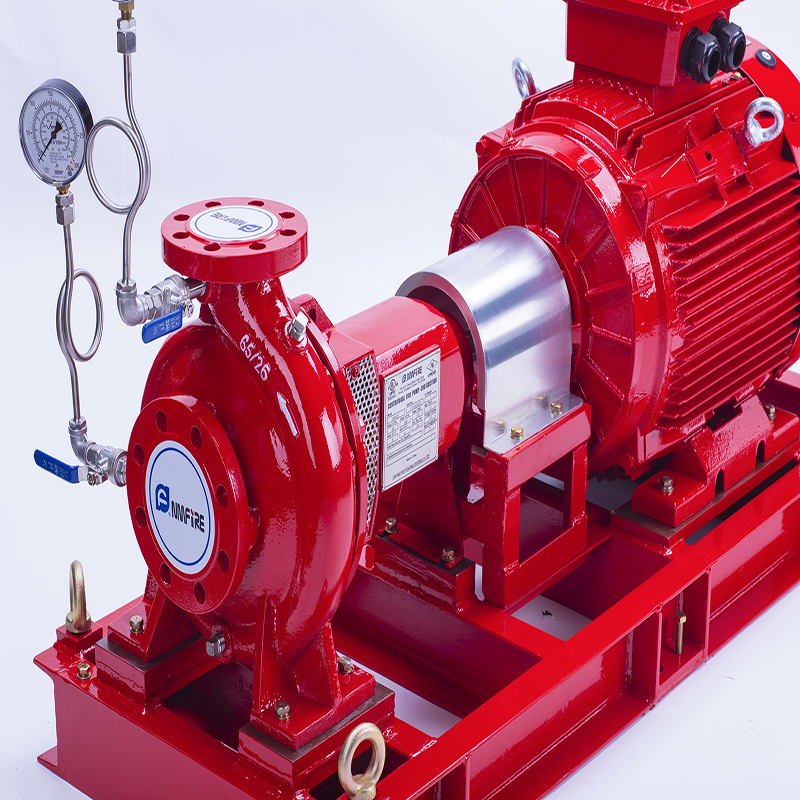
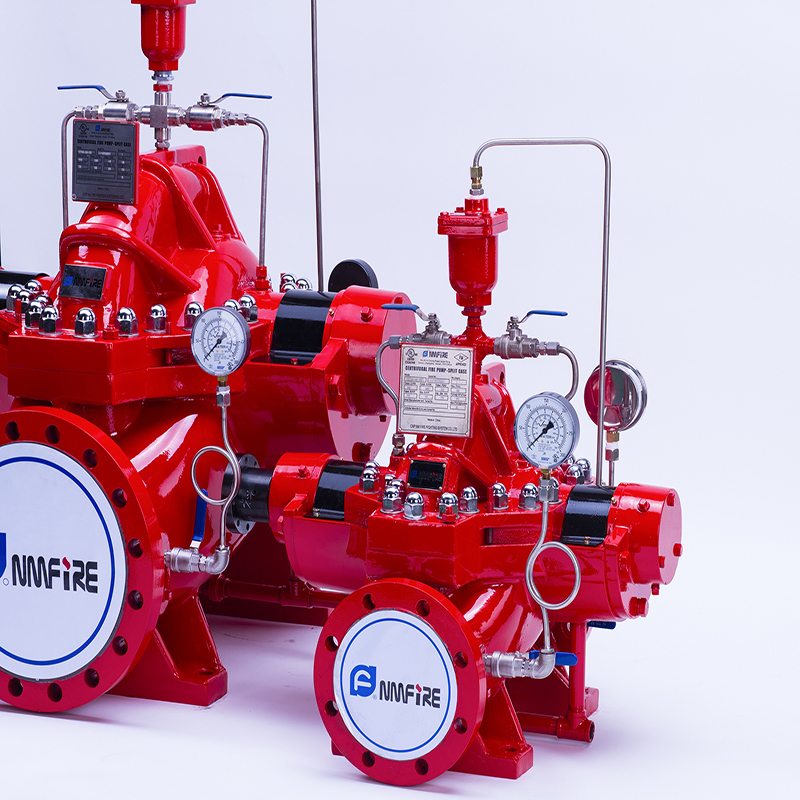
This Split Case Fire Pump is engineered for robust and reliable performance in critical fire suppression applications, serving as the primary engine for delivering high-volume water flow to combat emergencies. Its innovative split case design facilitates exceptional accessibility for maintenance and servicing, significantly reducing downtime and operational costs. Key features include a high-efficiency impeller and volute design, optimized for maximum hydraulic performance and energy savings, ensuring consistent and powerful water delivery under demanding conditions. Constructed from premium cast iron or ductile iron, these pumps boast superior durability and corrosion resistance, with a choice of finishes available to suit specific environmental requirements. While specific size ranges and customisation options are not detailed, the inherent design of split case pumps typically allows for a broad spectrum of flow rates and head pressures to meet diverse project needs. These pumps are extensively utilized in industrial facilities, commercial buildings, municipal water systems, and high-rise structures where dependable fire protection is paramount. Target buyers include large-scale importers, industrial wholesalers, and direct end-users within the fire protection and construction sectors. Designed to meet stringent industry standards for fire safety equipment, these pumps are built for longevity and operational integrity. Their robust construction, ease of maintenance, and proven performance make them an ideal choice for international trade buyers seeking dependable and cost-effective fire suppression solutions.