About this product
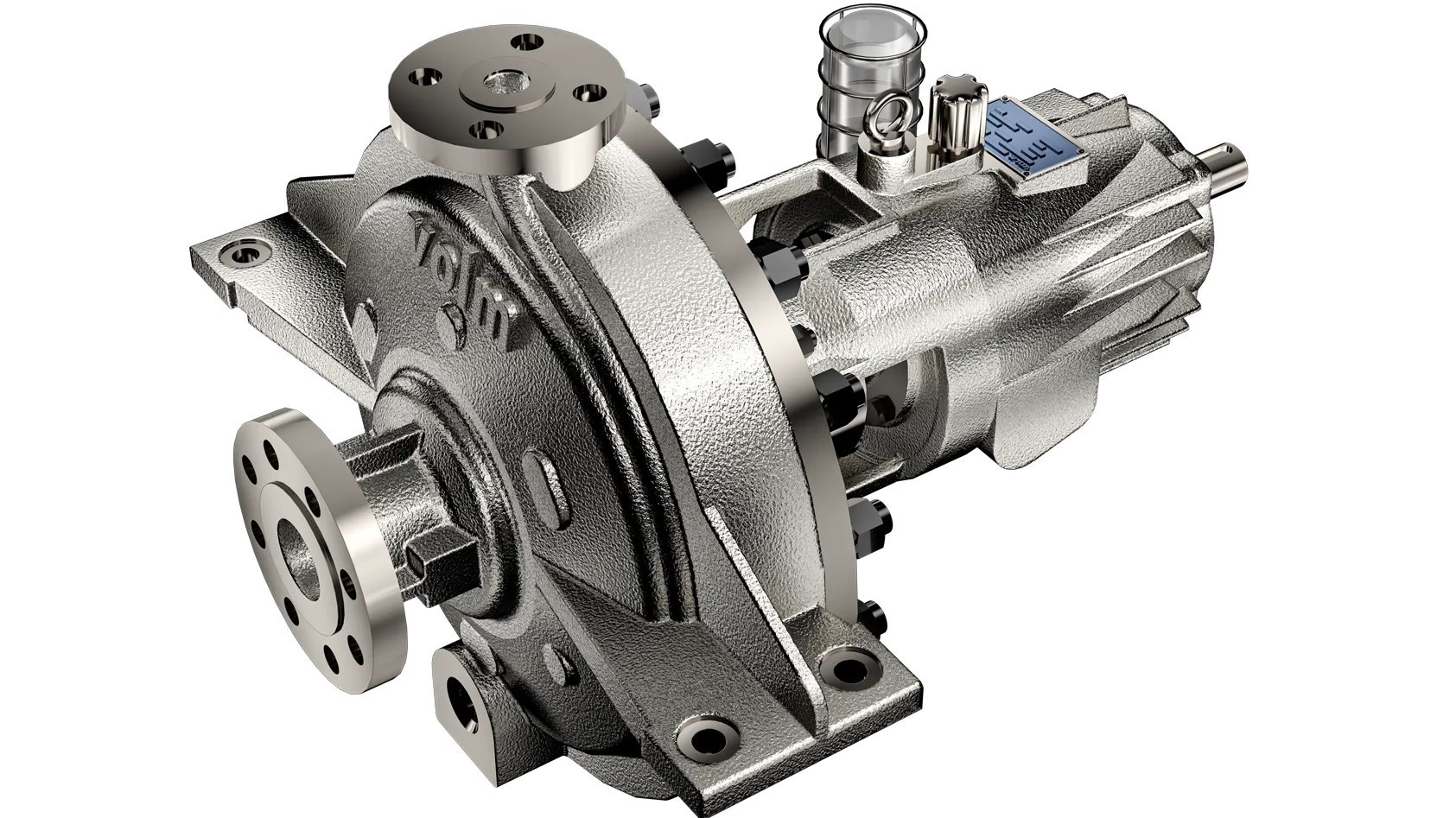
The Volm 2BV Series Liquid Ring Vacuum Pumps are robust and reliable pieces of equipment designed for a wide range of industrial vacuum applications. Their primary function is to create and maintain vacuum conditions essential for various manufacturing and processing operations. Key features include their durable construction and efficient performance, suitable for continuous operation in demanding environments. While specific technical specifications and performance characteristics are not detailed, liquid ring vacuum pumps are known for their ability to handle large volumes of vapor and their tolerance to liquid entrainment. These pumps are typically constructed from high-quality materials to ensure longevity and resistance to corrosive substances, with various finish options available to suit different industrial settings. The Volm 2BV Series likely offers a range of sizes and variants to accommodate diverse operational needs, with customisation options potentially available to meet specific project requirements. Typical applications span across industries such as chemical processing, food and beverage, pharmaceuticals, and general manufacturing, where vacuum is crucial for processes like drying, distillation, evaporation, and material handling. Target buyers include importers, wholesalers, and end-use industries seeking dependable vacuum solutions. While specific quality standards or certifications are not provided, liquid ring vacuum pumps generally adhere to industry best practices for safety and performance. These pumps are well-suited for international trade buyers due to their proven reliability, widespread applicability, and the established reputation of liquid ring technology in global industrial markets.
More from this supplier

Kinte Large Vehicles Artificial Climate Simulation Lab Equipment

KITO ER2 Series Electric Chain Hoist
Power-assisted Racing Tricycle with LCD Display

Jiangsu Risingsun 16-inch Inflation-Free Hollow Electric Tire
